비가 주루루루루루룩 오고 있다. 오늘은 Mitsubishi(미쯔비시)_PLC_DECO 명령어를 정리해보는 시간을 가져보겠다.
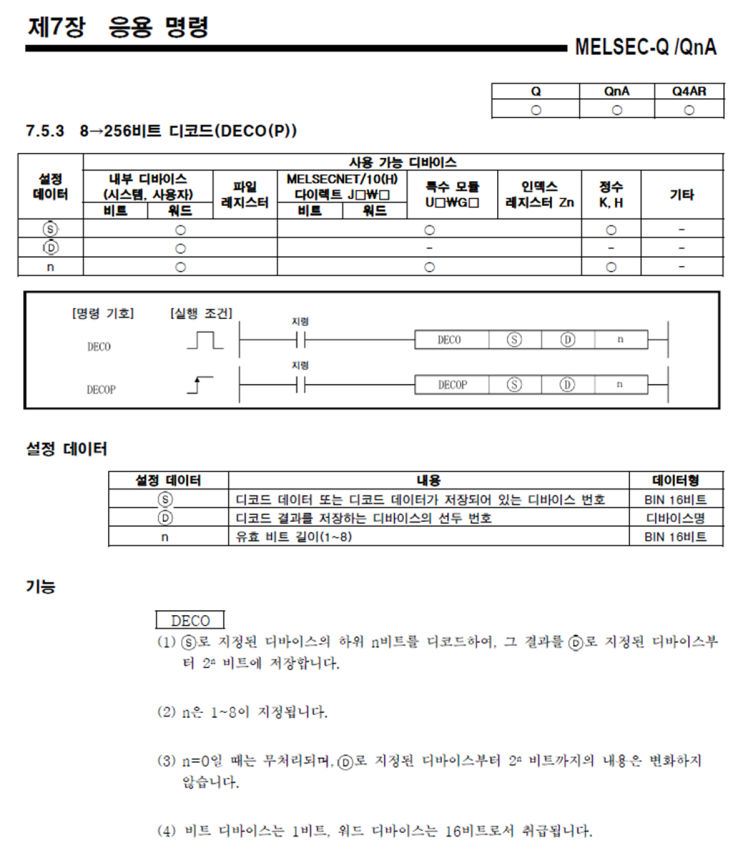
우선 Manual를 먼저 살펴 보자. 위의 Manual를 몇번이나 보아 왔지만 실제로 적용되고 구성하며 회로도를 이해하기에는 제법 시간이 걸렸다.
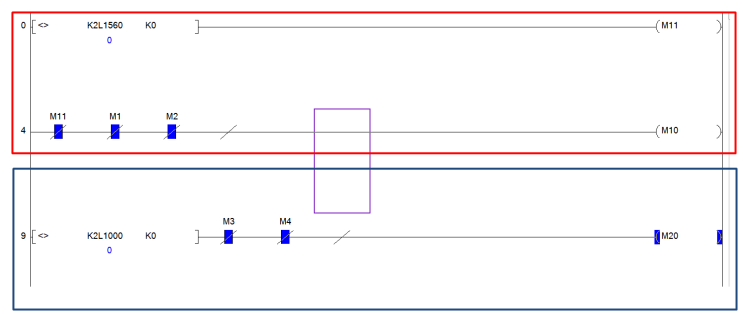
이것은 실제 현장에서 사용하고 있는 DECO 구문이다. 아래 그림을 해석해보자!
DECO : 순차 하나씩 하나씩 증가 하는 Program 문법이며 M220 부터 M251 총 32개 까지 사용가능하며 D10의 값이 어떠한 값이 들어오는지에 따라 동작 구문이 바낄수 있는 문법이라고 나는 이해한다. 참조 : 사용된 Divice를 확인하면 더욱더 자세하게 나온다. 32개의 정의를 이해 할 수 있다.
예를 들어보자! 아래그림과 같이 D10 안에 K1이 살면 M221이 산다.
즉 K12가 살면 M232가 산다. 이제 현장의 PLC 구문을 잠깐 살펴보자!
아래 그림의 빨간 네모는 입력을 의미한다. 아래 그림의 빨간 네모는 출력을...