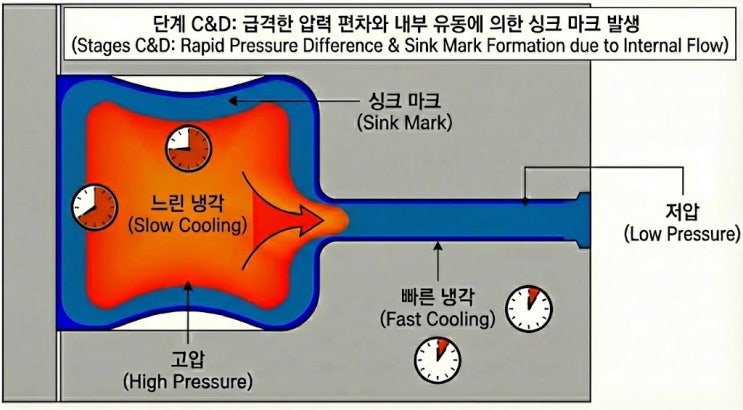
사출 성형 공정에서 제품의 살두께가 두꺼운 구간(Thick region)은 싱크 마크(Sink Mark) 발생의 주된 원인이 됩니다. 이는 표면이 국부적으로 오목하게 함몰되는 현상으로, 치명적인 외관 불량이자 치수 정밀도를 저해하는 요인입니다.
싱크 마크가 발생하는 이유는 복합적이지만, 두꺼운 구간에서 유독 이 현상이 심각하게 나타나는 데에는 엔지니어들이 흔히 간과하기 쉬운 두 번째의 결정적인 메커니즘이 숨어 있습니다. 오늘은 그 원리를 깊이 있게 들여다보겠습니다. 1.
첫 번째 이유: 용융 수지의 절대량과 체적 수축의 차이 가장 직관적이고 널리 알려진 원인은 용융 수지의 양에 따른 수축량의 차이입니다. 사출 과정에서 금형 벽면에 접촉한 수지는 즉시 냉각되어 고화층(Frozen skin, 이미지의 파란색 부분)을 형성합니다.
이 고화층은 이미 고체 밀도에 근접하여 추가적인 수축이 거의 발생하지 않습니다. 반면, 두꺼운 구간의 내부에는 아직 뜨거운 용융 상태의 수지가 다량 존재합니다....